什么是干簧管(二)
如何制造干簧管(磁簧开关)
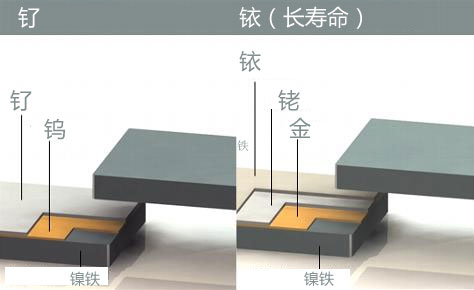
制造干簧管,高标准的清洁环境及高精密度是必不可少的,因此所有的制程均是在无尘室的环境下进行。同时,需要确保在密封过程中没有污染物进入玻璃管。簧片必须经过退火处理,退火的过程可移除掉金属上的磁滞、将会让簧片的磁场感性特性稳定、并且能避免不良品的发生。然后将簧片透过二氧化碳清洗的方式来充份清洗、强力将微小的二氧化碳晶体吹送到簧片金属、以去除附着在其上面的杂质微粒。此时、再以喷镀的方式精准镀上1微米厚度的铑或钌、其底层会为约0.2微米厚度的钨。
下一个步骤,组装玻璃管与镍铁合金的簧片。密封玻璃管之前,先将管内的空气完全排出、并填充入以氖气为主的惰性混合气体。运用此制程可大幅提高磁簧管的绝缘、耐压。密封后再经退火程序、移除玻璃结构中残余的应力。磁簧管外面的引线均为镀锡,可确保良好的焊接效果。此镀锡过程均以自动电镀设备、加上一层约8~12微米厚度、符合最新Rohs规定的纯锡。
在干簧管制造过程中,金属簧片被嵌入在玻璃管的末端。玻璃管末端受热与簧片融合.利用玻璃管对红外线吸收的原理,使用红外线加热设置对玻璃管末端进行密封。玻璃管和金属簧片的热膨胀系数必须接近才能防止玻璃管和金属密封时易破碎的问题,采用的玻璃管必须有一个很高的电抗值。而且,不能含有挥发性物质比如铅氧化物和氟化物,干簧管的引脚必须慎重处理以防止玻璃管破碎。
干簧管(磁簧开关)是如何建构的?
簧片触点
良好的电气连接是通过对两个簧片的接触部分进行镀一层很厚的非磁性贵金属来实现的,低电阻率的银比耐腐蚀的金更适合做为镀层材料.同样也有使用水银的湿簧管,湿簧管的触点必须成对安装使用。
- 两个簧导线制成镍/铁(镍铁)合金(52%的镍)。
- 受影响的,通过磁场的磁簧引线必须是铁磁性的。
- 三种最流行的材料性质,容易退火的铁磁性:铁,钴和镍。
- 两个簧片触点的尖端是镀或溅射铑,钌或铱。
玻璃密封性
- 用于玻璃管的外封装,其温度膨胀系数(TCE)完全匹配的NiFe合金。
- 在玻璃管的两端部被加热和玻璃熔化,形成气密密封涵盖两端。
- 在玻璃封接过程中玻璃腔通常是填充有惰性气体(通常为氮气)或腔体,可能会产生真空,抽真空。 该真空通常支持高电压开关 (超过1000伏特)。

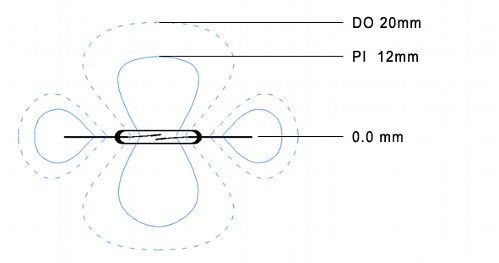
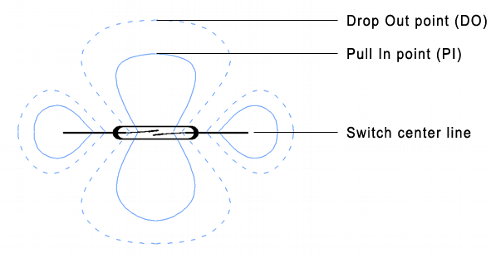
干簧管工作特性
- 断开(PI,Pull In) 磁簧开关接触点接近
- 吸合(DO,Drop Out)是打开磁簧开关接触点
- 大多数公司测量安培匝(AT)的簧片开关,也有公司使用毫特斯拉(mT)作为磁测量单位。
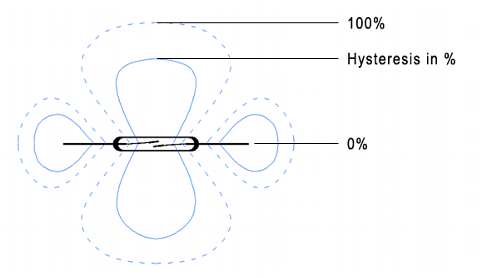
滞后
- 滞后是另一种参数,特别是在测量液位的测量是有用的,以百分比或十进制的方式用于衡量开和闭的比率。
- 如果被测量的液体是在移动车辆的任何类型的或振动的环境中,滞后可发挥重要的作用,在一个成功的应用程序
- 一旦检测发生滞后将保持在该状态下,即使在相当大的动作的液面。
范例:上拉/下拉输出x 100%=%滞后
例如:12毫米/ 20毫米= 0.6×100%= 60%,迟滞